



北京機械加工大(dà)部分的金屬零件(jiàn)為了達到(dào)投入使用(yòng)的標(biāo)準(zhǔn),在正式使(shǐ)用前會進行機械加工。因此,機(jī)械加工的質量和成(chéng)本對於機(jī)械零(líng)件以至整個機(jī)器的質量和成本都有很大影(yǐng)響。因此,在設計過程中,必須考慮機械加工工藝問題。
特別是對於一些特殊的機械零(líng)件來(lái)說,其製造工藝往往(wǎng)有很大的特殊性,在設計中應(yīng)該特別注(zhù)意考慮。一個零件是否能夠製造,可能成為一個設計方案能否采用(yòng)的決定性因素。因此,對於(yú)這些機械加工零件結構設計時,需要注意以下問題。

節約材料的零件(jiàn)結構設計
注意(yì)減小毛坯尺寸,凸緣由圓鋼直接車製而成,如設計較大直徑為100mm則要用105mm或110mm的圓(yuán)鋼加工。如設計較大直徑98mm,則可以用100mm的鋼料加工,可節(jiē)省大量鋼材。
減少(shǎo)機械加工工(gōng)作量的結構設計
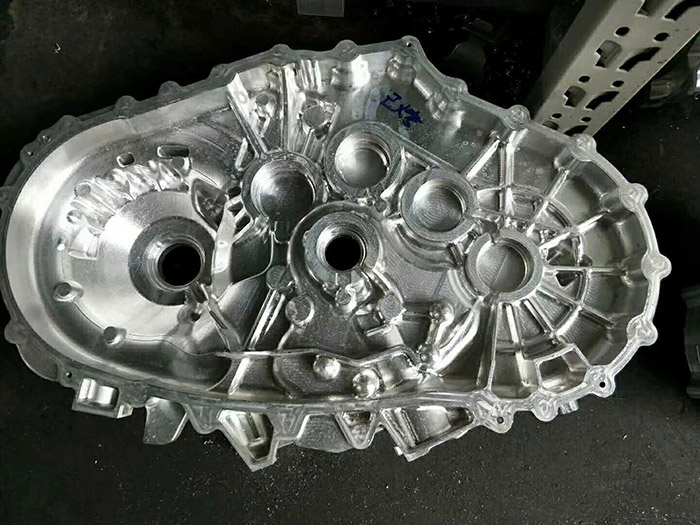
要考慮到鑄造(zào)誤差的(de)影(yǐng)響
鑄造零(líng)件的(de)誤差是比較大的(de),在設計鑄件加工麵(miàn)時(shí)必須充分考慮。如軸承端蓋與箱體上的凸台相配,但箱體上(shàng)凸台的位置難以做到十分準確。如端蓋凸緣與凸台直徑(jìng)設計(jì)成正好相等,則(zé)由於鑄件誤差的影響,往(wǎng)往會(huì)出現端蓋凸(tū)出到凸台以外的情況。因此鑄造的凸台直徑應該大一些。(2)不同加工精度表麵要分開
兩表麵粗(cū)糙度要求不(bú)同時,兩表麵之間必須有明(míng)確的(de)分界線。這樣不但加(jiā)工方便,而(ér)且形狀(zhuàng)美觀(guān)。
減少手工加工或補充加工的結構(gòu)設計

用平麵磨代替手工研(yán)磨導軌
大型光學計量儀器萬能工具顯微鏡的導軌原設計圓形導軌,用於手工(gōng)研磨,後修改為平V導軌,用平麵磨床加工,生產率有很大(dà)提高。
用平麵磨或精刨代(dài)替刮研減速箱(xiāng)分箱麵
剖分式減速箱箱體的(de)分箱麵,要求(qiú)平麵度較高,原來有些生產單位用手工刮研,工作量大,生產率低,以後多改為平麵磨床加工活精(jīng)刨。
簡(jiǎn)化被加工麵的形狀和要求
必須避免非圓形零(líng)件的止口(kǒu)配合
在箱(xiāng)型零件表麵有一凸(tū)緣與之相配。為使配上之蓋定(dìng)位準確,除用螺釘固定外,設(shè)計有止口配合,此配合孔宜用圓形,不宜用矩形、正方形、橢圓形等其他形狀。
必滿複雜形狀零件倒角
複(fù)雜形狀(zhuàng)的零件倒(dǎo)角加工困難。如橢圓形等複雜(zá)形狀,難以用機械加工方法倒角,用手工方法倒角,很難保證加工質量。
